
Friday, April 5, 2024
3Phi Reliability The Go To Bearing Fluting Specialists
Wednesday, September 13, 2023
Gains Electric Motor Reliability & Returns Energy Savings.
Sunday, August 27, 2023
The liability is on the Asset Owner and Ultimately the Electrical Worker. So What should be the strategy?
Monday, August 21, 2023
Multi meters are limited to measuring motors below 5.5kW due to measurement resolution.
Wednesday, August 2, 2023
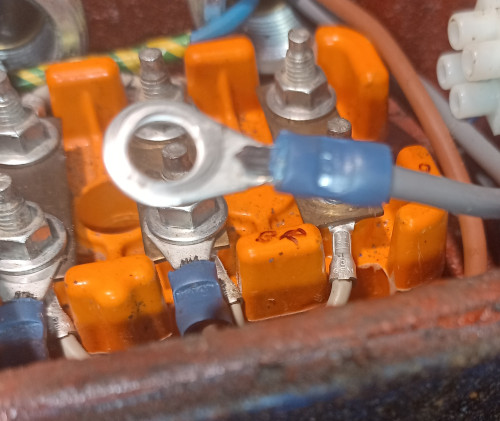
Upwards of 20% of small Motor have Termination Defects.

Monday, June 26, 2023
Used on Motors, Transformers, Circuit Breakers, Generators, and Cabling.
Sunday, June 18, 2023 Motor Testing Motor Circuit Analysis All TestPro Motor Reliability Energy Savings
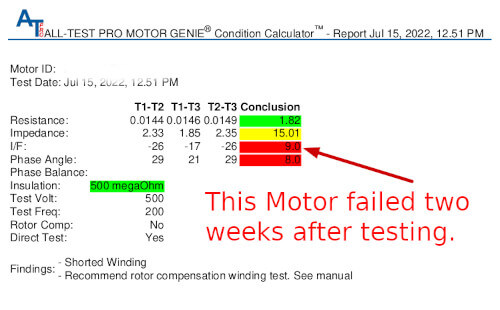
HOW LONG HAVE I GOT is Often the question I get when a Motor tests bad.

Tuesday, June 6, 2023 Sealed Bearings Lubrication Lubexpert SDT
How long do Sealed Bearings Last for?
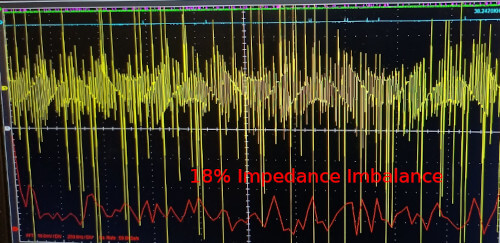
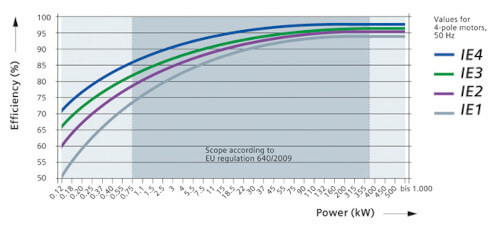
Sunday, May 7, 2023 Impedance Imbalance Motor Efficiency
Current Offset due to Impedance Imbalance produces twice line frequency vibration.
Thursday, April 27, 2023
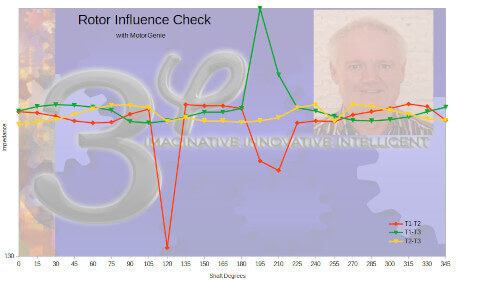
It is possible with the MotorGenie but it requires some patience
Sunday, April 23, 2023
Purchase right & Install right!!!!!
Sunday, April 16, 2023
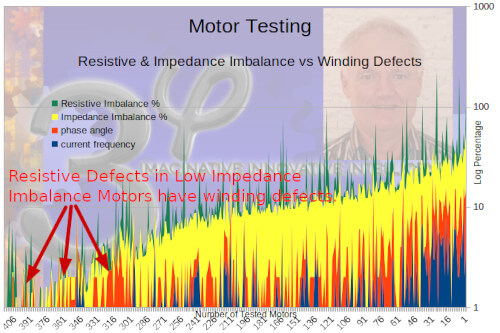
Predictive Motor Winding Test

Saturday, April 15, 2023 Impedance Imbalance
Why is Impedance Imbalance in Electric Motors so Important.
Tuesday, December 20, 2022
It is a valid strategy, but Electrical Preventative is far more rewarding.

Thursday, December 8, 2022 Insulated Bearing Bearing fluting
Stopping Bearing Fluting, Motor Insulation and Lubrication Decay.
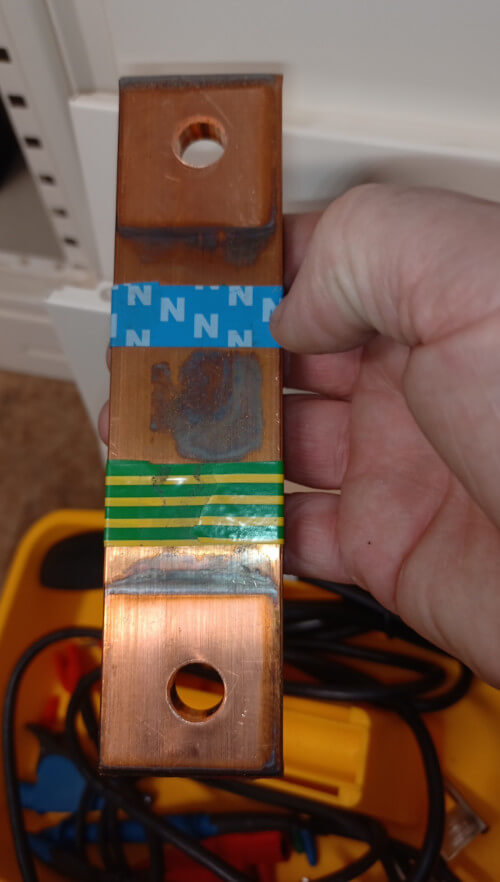
Monday, December 5, 2022
Check your MEN (Multiple Earth Neutral Link).

Monday, December 5, 2022
One Hour of work!!!!!

Monday, November 7, 2022 Sealed Bearing
Significant variation in Grease Fill of Sealed Bearings.

Sunday, October 30, 2022
Electrical Cancer affects Motor Reliability
Sunday, October 23, 2022
Listed in IEEE 1415:2006 as an Effective Method of determining Electric Motor Winding condition.

Monday, September 26, 2022
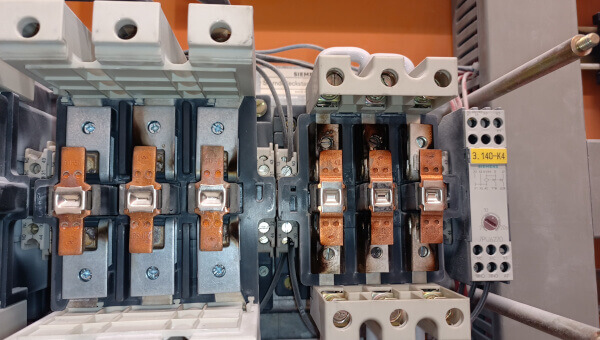
100% of Air Compressors tested to date have connection defects in the Star Delta circuit.
Sunday, September 25, 2022
Using EMF Cores to Suppress Bearing Fluting & Attack 100% Effective in this case.
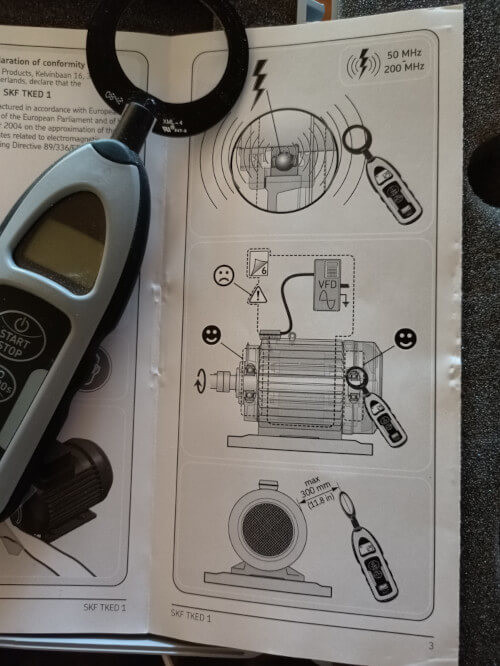
Sunday, August 28, 2022 VFD Variable Speed Drive Preventative Maintenance Diode Test for VFD Variable Frequency Drives
Procedure to test Rectifier & Converter: Variable Speed Drive Servicing. Reduce Common Mode Current & Bearing Fluting.

Sunday, August 14, 2022
IEEE Std 1415-2006 IEEE Guide for Induction Machinery Maintenance Testing and Failure Analysis
Saturday, August 13, 2022
How to justify a motor replacement

Friday, August 12, 2022
Have you a Drive that’s tripped and you don’t know if it’s the Motor?

Tuesday, August 9, 2022
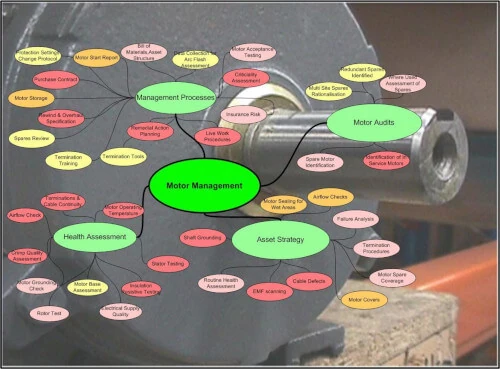
The Technical & People Approach
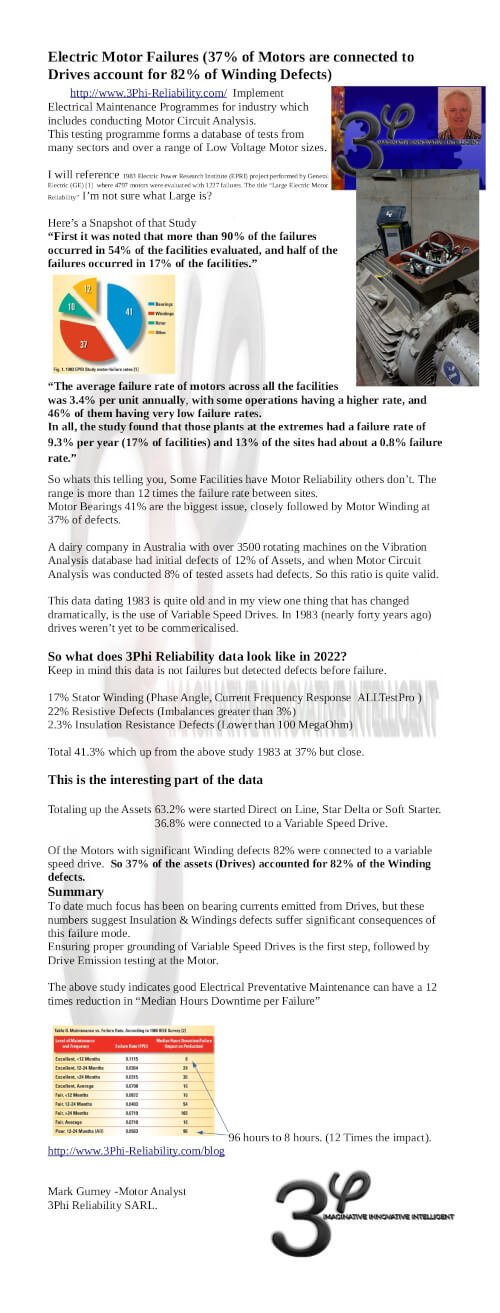
(37% of are connected to drives, account for 82% of Winding defects)
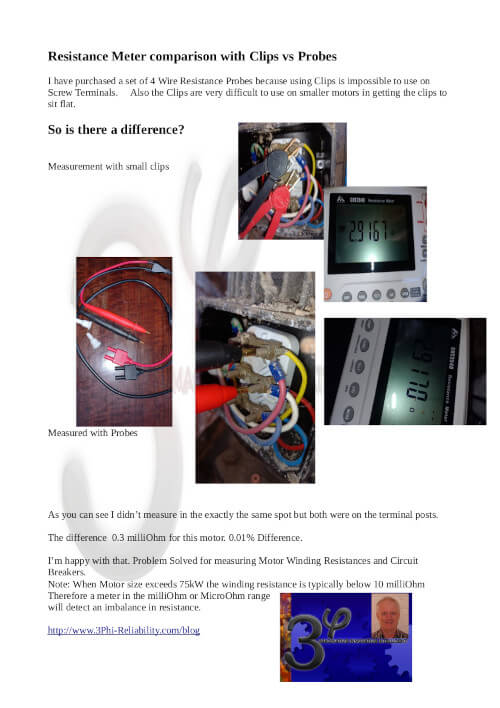
Saturday, August 6, 2022 4 Wire Resistance testing motors
4 wire Probes vs Clips, which is better?

Saturday, August 6, 2022 Bearing Current Variable Speed Drive EDM Electrical preventative maintenance
99% reduction Bearing Fluting of by ensuring proper grounding and EMF Cores.
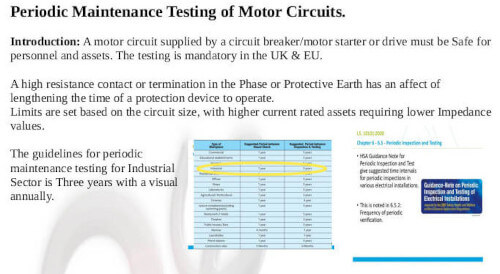
Friday, August 5, 2022 Regulation Electrical Inspection testing Preventative Maintenance
Electrical Reliability ensuring circuits will operate safely. This lowers Personnel, Asset and Insurance Risks.
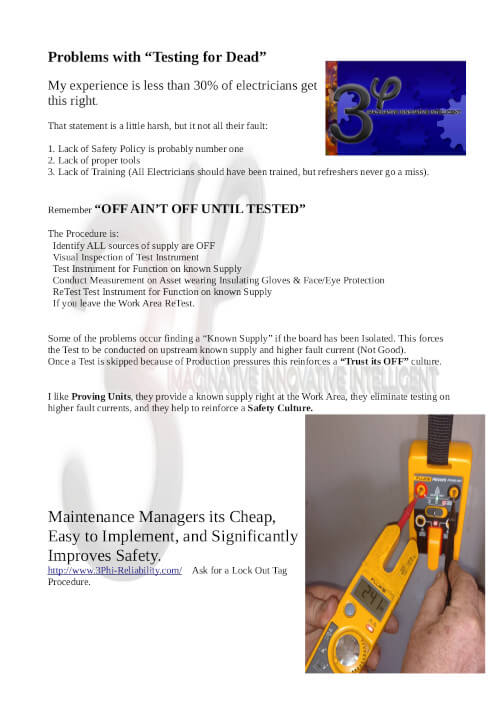
Friday, August 5, 2022 Electrical Safety Testing Accidents obilgations
Cheap, Easy to Implement, and Significantly Improves Safety. Maintenance Management responsibilities for your Team.
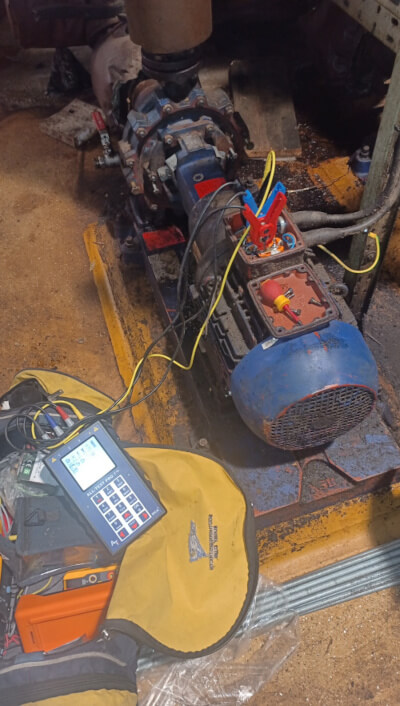
Friday, August 5, 2022 resistance motor Checklist preventative maintenance reliability
In this case the there are defects from Installation, but also damage from the Variable Speed Drive.
Friday, August 5, 2022 Energy efficiency Motors Resistance Preventative maintenance
Gain Reliability & Return Energy Savings.




Thursday, April 16, 2020
Termination Failure a common failure mode
Sunday, April 5, 2020
High Pass Filter Eliminates Electrical Resonance
Tuesday, March 31, 2020
Life Extension of sealed bearings in Electric Motors

Tuesday, March 31, 2020
Phase to Phase Insulation Test tells you more

Tuesday, March 31, 2020
Motor Spares Reduce Response Time, Don't let your store do the opposite.
Blog Free Advice on Electric Motor Reliability and Energy Savings
Feel free to Copy Link and use on your Website (Blue Chain Button)- MENU ABOVE
3Phi Reliability strive to provide interesting and informative topics to clients to Gain Electric Motor Reliability and Return Energy Savings
Gain Electric Motor Reliability & Return Energy Savings
Most of clients make gains on the every first day of implementation. Best Practice Motor Management has a short Return on Investment, improving Electric Motor Reliability and Energy Savings are immediate.